


联系我们

当前位置:
[漯河]鑫福兴管业有限公司 >
漯河当地频道中心
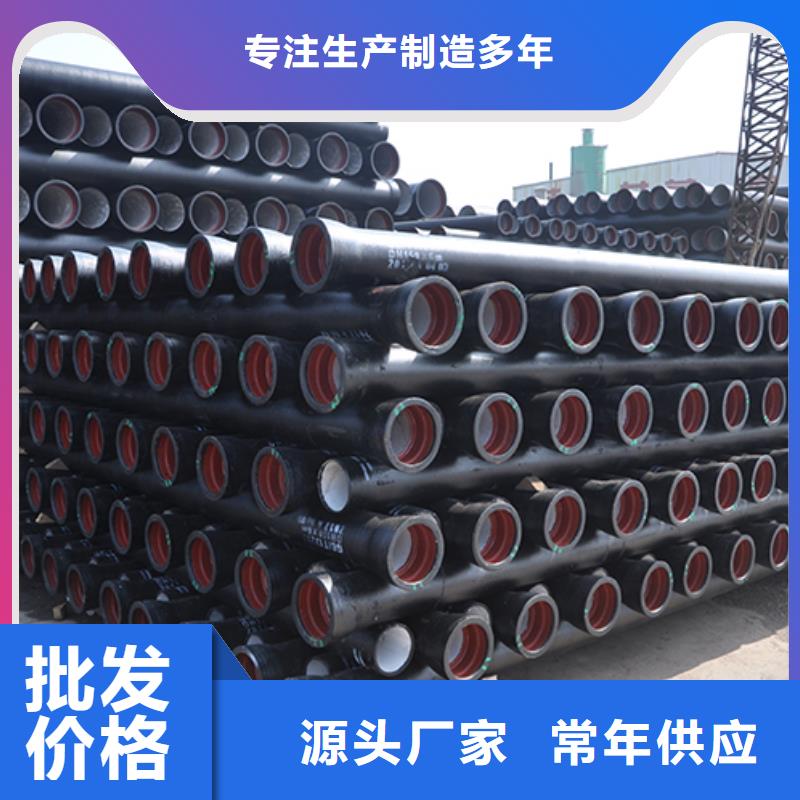
球墨铸铁管DN600球墨铸铁管自有生产工厂
发布时间:2024-10-08 06:28:56 浏览次数:5 公司名称:[漯河]鑫福兴管业有限公司
以下是:球墨铸铁管DN600球墨铸铁管自有生产工厂的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |
| 最小起订 | 1 |
| 质量等级 | K9 |
| 是否厂家 | 是 |
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 鑫福兴 |
| 产品规格 | DN80-DN1400 |
以下是:球墨铸铁管DN600球墨铸铁管自有生产工厂的图文视频

球墨铸铁管DN600球墨铸铁管自有生产工厂,河南省漯河市鑫福兴管业有限公司为您提供球墨铸铁管DN600球墨铸铁管自有生产工厂产品案例,联系人:桂经理,电话:17335861688、13100067565,QQ:215134291,发货地:南村镇牛匠村发货到河南省 漯河市 源汇区、郾城区、召陵区、舞阳县、临颍县。
河南省,漯河市 漯河市,河南省辖地级市,别名河上街、隐阳城,位于河南省中南部,伏牛山东麓平原与淮北平原交错地带,处于暖温带的南部边缘地区,属于温暖过渡型季风气候,全市总面积2617平方千米。截至2022年10月,漯河辖3个区、2个县。截至2022年末,漯河市常住人口236.8万人。
我们精心制作的球墨铸铁管DN600球墨铸铁管自有生产工厂产品视频已经准备就绪,探寻球墨铸铁管DN600球墨铸铁管自有生产工厂产品背后的故事,视频带你走进精彩世界!
以下是:球墨铸铁管DN600球墨铸铁管自有生产工厂的图文介绍
产品优势图


球墨铸铁管清理工作是怎样进行的:1、清理管口:将承口内的所有杂物擦洗干净;2、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内;3、在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。 球墨铸铁管铸造体系的规划需注意什么: 1、消失模铸造液态金属充型过程中,泡沫模具液化、气化后退让出的空间被金属液所占有,假如金属液充型速度慢,形成时刻间隙过大,会形成局部崩塌的风险。充型速度快,形成泡沫模具不能充沛气化,在型内增加渣量; 2、浇注体系规划要考虑容貌束摆放便利。一起满足干砂能充填到容貌的一切内腔,防止容貌平面处于水平方位,以及盲孔处于水平或向下的方位; 3、要考虑容貌束摆放便利,一起还要考虑到干砂能填充到容貌的全部内腔,防止容貌的平面处于水平方位,以及盲孔处于水平或向下的方位; 4、浇注体系的规划要确保容貌束的全体强度。尤其是上涂料今后要确保内浇道等连接处可以接受搬运、振荡填砂等操作; 5、浇注体系多选用简略的方式。以缩短金属液流经的间隔。直浇道与铸件容貌之间的间隔不可过小,以确保液态金属充型过程中不因砂型温度升高而使容貌变形; 6、金属液压头应超过金属前沿的界面气体压力,以防呛火(反喷); 7、浇注体系的规划应该有利于金属液顺利平稳地充满整个型腔,并且具有较强的减渣、消渣和排气能力;具有良好的集渣、存气功能,以获得无缺陷的铸件; 8、只要具有必定厚度的吃砂量,在真空后才干产生足够的强度,形成坚硬的铸型,使其能接受住金属液静压力的效果。



五、防腐处理1. 沥青漆涂层沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。2. 水泥砂浆内衬+特殊涂层这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。3. 环氧煤沥青涂层环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面。4.环氧陶瓷内衬环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。5. 铝酸盐水泥涂层或硫酸盐水泥涂层这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。6. 聚氨酯涂层是一种为适应环保需求而研制开发的一种新型绿色特殊涂层,有良好的耐磨和耐腐蚀性。以上就是小编为大家带来的介绍,想了解更多相关知识请持续关注,更多精彩咨询敬请期待。无论是在市政还是工业领域,保护人民财产都是消防管道系统的一项重要任务。球墨铸铁管在设计中具有三重系数,这不仅确保整个消防系统,包括阀门和消防栓,是完全一致的球墨铸铁管产品,而且完全满足消防管道系统的工作条件。

产品案例

公司实力

以弯头为倒,若做长半径弯头,如钢管,要先选定规格,提出管料。扩径率,通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一般的扩径率为50%。选好原料后,按弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。 把料进行热推制。推制机大家可能都看过,实际很简单。它是一个牛角状芯头或芯棒,芯棒由细变粗,推制过程是一个扩径带弯曲的过程。后边有支撑,把下料管段穿入芯棒,后边有一牌坊架将芯棒固定。中间有一小车,小车有的通过液压传动,有的通过机械传动即丝杠传动,然后往前推小车。小车推着管子顺着芯棒往前走,芯棒外有一个感应圈,把管子加热,加热好,然后小车把管子推下,就加工好一个。推好后,弯头要就此热状态下进行整形。因为有的弯头处理不当后,就会扭曲,这是不允许的。另外,推头后一般都是前端外径大,要通过整形模进行整形。整形模实际上是一个压力机,要有一套模具,两个半圆弧,上下各一个。整形后的外径就达到了成品的尺寸要求了。壁厚就以来料的壁厚进行控制。弯头和管子的壁厚公差都是相同的,均为±12.5%。在推制过程中,正常情况下壁厚不应当发生变化,但如果因为工具原因,有的地方会发生减壁现象,所以一般提料时,壁厚要加一些余量,如弯头是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制时由于局部减厚而超差。整好形后,弯头的外径、壁厚尺寸都达到了要求。下面就进行精整工序,经过喷丸处理,把弯头内外表面的氧化铁皮去除,把两端进行坡口处理以便于焊接。再经过检查、打钢字、喷涂漆、包装等工序后,就可以出厂了。以上是24″以下以无缝钢管作为原料的弯头生产方法,超过24″以后即600mm以上的, 弯头在2.032米~2.80米之间,是用钢板做的。把钢板按要求裁成料后,像uoe成型,也是通过冲模冲压冲成圆形。有两半然后再拼合、焊接。由于焊缝的存在,所以要进行无损探伤。由于有焊接应力的存在,所以还要进行热处理。焊接弯头多了两道工序:一是探伤,一是热处理。其他程序相同。 球墨铸铁管

漯河鑫福兴管业有限公司配有标准的 球墨铸铁管中心质检室,质检员经过专业检测中心培训,采用先进的 球墨铸铁管检验设备,对 球墨铸铁管产品的各项技术指标做出准确的分析,确保产品质量稳定、。


在河南省漯河市采买球墨铸铁管DN600球墨铸铁管自有生产工厂到河南省漯河市鑫福兴管业有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:桂经理-13100067565,QQ:215134291,地址:《南村镇牛匠村》。